福州销售晶圆扶梯联系方式



- 面议
- 2024-11-06 00:44:27
- 晶圆挑片器,半导体挑片机,晶圆挑片器,晶..
- 张先生 15962404138
- 苏州硕世微电子有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
很长一段时间,锯切一直是被广泛使用的传统的切割方法,其大的优点就是可以在短时间内切割大量的晶圆。然而,如果切片速度大幅提高,小芯片边缘剥落的可能性就会变大。因此,应将叶轮的旋转次数控制在每分钟30000次左右。
刀痕,自动校准基准线位置,防止崩边过大及切片造成良率的损失。能进行测高并同步切割作业时对切割刀刃进行实时检测。清洗部位配备水汽二流体清洗装置,能对加工物进行清洗。半自动划片机LX3356机台可作业8时wafer,含自动光学补偿、聚焦及自特征点功能,配有高低倍两种镜头,可用于切割道宽度测量、基准线补偿调整等。可自动检测切割刀痕,自动校准基准线位置,防止崩边过大及切片造成良率的损失。能进行测高并同步切割作业时对切割刀刃进行实时检测。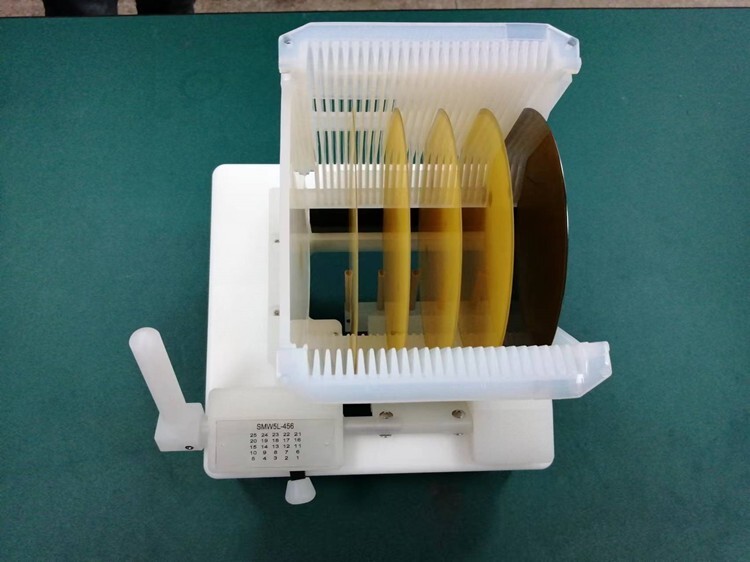
切片工序的关键部分是切割刀片的修整(dressing)。在非监测的切片系统中,修整工序是通过一套反复试验来建立的。在刀片负载受监测的系统中,修整的终点是通过测量的力量数据来发现的,它建立佳的修整程序。这个方法有两个优点:不需要来佳的刀片性能,和没有合格率损失,该损失是由于用部分修整的刀片切片所造成的质量差。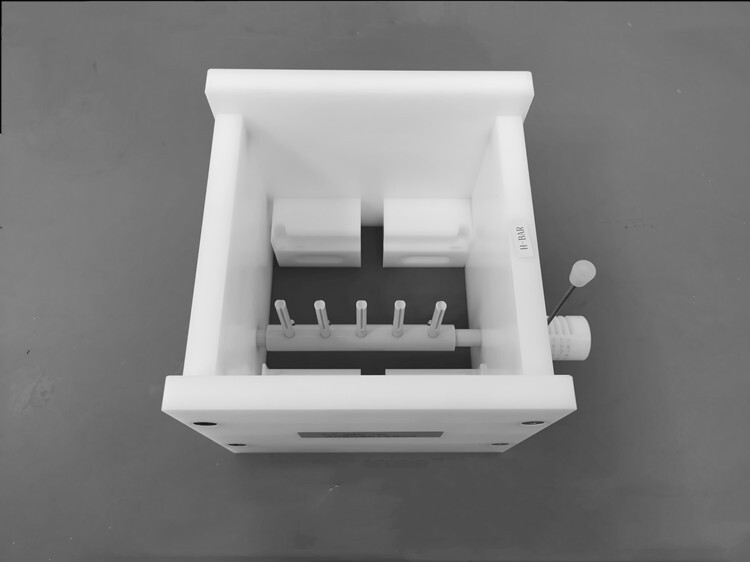
以稳定的扭矩运转的系统要求进给率、心轴速度和冷却剂流量的稳定。冷却剂在刀片上施加阻力,它造成扭力。新一代的切片系统通过控制冷却剂流量来保持稳定的流速和阻力,从而保持冷却剂扭矩影响稳定。当切片机有稳定的冷却剂流量和所有其它参数都受控制时,维持一个稳定的扭矩。如果记录,从稳定扭矩的任何偏离都是由于不受控的因素。这些包括由于喷嘴堵塞的冷却剂流量变化、喷嘴调整的变化、刀片对刀片的变化、刀片情况和操作员错误。
切片工艺变得越来越且要求高。切割迹道变得越窄,可能充满测试用衰耗器(test pad),并且刀片可能需要切割由不同材料制成的各种涂敷层。在这些条件下达到大的切片工艺合格率和生产率要求认真的刀片选择和的工艺控制能力。
蓝膜由于受其温度影响乃粘性度会发生变化,而且本身粘性度较高,因此,一般较大面积的芯片或者wafer减薄划切后直接进行后封装工艺,而非直接进行倒封装工艺做Inlay时,可以考虑使用蓝膜。
- 晶圆挑片器,半导体挑片机,晶圆挑片器,晶..
- 半导体设备
- 张先生


