潍坊晶圆挑片器联系方式



- 面议
- 2024-10-30 04:39:37
- 晶圆挑片器,半导体挑片机,晶圆挑片器,晶..
- 张日平 15962404138
- 苏州硕世微电子有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
现有晶圆片生产过程中,需要从一道生产工序转移到下一道生产上,现有技术中依靠人力进行传送,传送过程的耗费人力,且人为传送力道不能掌握,容易造成破片。为此,我们提供了一种自动晶圆传片器以解决以上问题。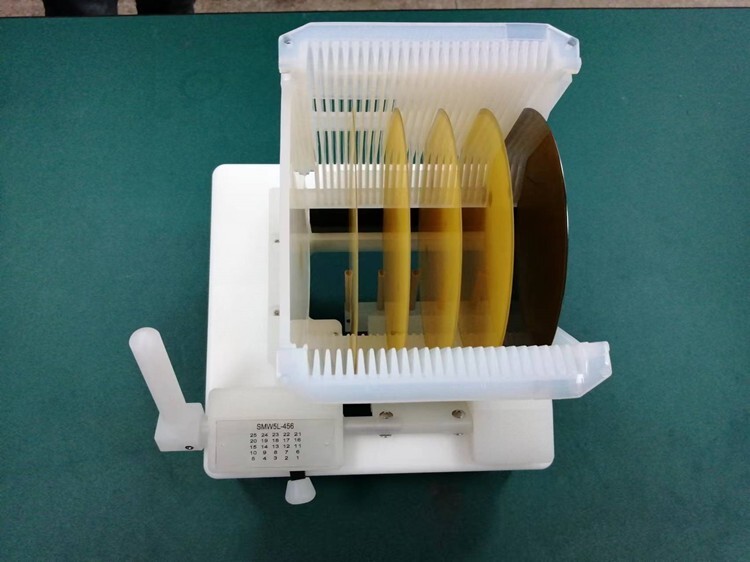
为了保护晶圆在切割过程中免受外部损伤,事先会在晶圆上贴敷胶膜,以便更安全的“切单”。“背面减薄”过程中,胶膜会贴在晶圆的正面。但与此相反,在“刀片”切割中,胶膜要贴在晶圆的背面。而在共晶贴片,把分离的芯片固定在PCB或定架上过程中,贴会背面的这一胶膜会自动脱落。切割时由于摩擦很大,所以要从各个方向连续喷洒DI水(去离子水)。而且,叶轮要附有金刚石颗粒,这样才可以更好地切片。此时,切口(刀片厚度:凹槽的宽度)均匀,不得超过划片槽的宽度。
顶面碎片,它发生晶圆的顶面,变成一个合格率问题,当切片接近芯片的有源区域时,主要依靠刀片磨砂粒度、冷却剂流量和进给速度。
背面碎片发生在晶圆的底面,当大的、不规则微小裂纹从切割的底面扩散开并汇合到一起的时候。当这些微小裂纹足够长而引起不可接受的大颗粒从切口除掉的时候,BSC变成一个合格率问题。如果背面碎片的尺寸在10um以下,忽略不计。另一方面,当尺寸大于25um时,可以看作是潜在的受损。可是,50um的平均大小可以接受,示晶圆的厚度而定。
在切片或任何其它磨削过程中,在不超出可接受的切削质量参数时,新一代的切片系统可以自动监测施加在刀片上的负载,或扭矩。对于每一套工艺参数,都有一个切片质量下降和BSC出现的极限扭矩值。切削质量与刀片基板相互作用力的相互关系,和其变量的测量使得可以决定工艺偏差和损伤的形成。工艺参数可以实时调整,使得不超过招矩极限和获得大的进给速度。
外圆切割组然操作简单,但据片刚性差,切割全过程中锯片易方向跑偏.造成被切割工们的平面度差;而内圆切割只有进行直线切割,没法进行斜面切割。线锯切割技术具备割缝窄、率、切成片、可进行曲线图切别等优点成为口前普遍选用的切割技术。
在芯片的分割期间,刀片碾碎基础材料(晶圆),同时去掉所产生的碎片。材料的去掉沿着晶方(dice)的有源区域之间的切割线(迹道)发生的。冷却剂(通常是去离子水)指到切割缝内,改善切割品质,和通过帮助去掉碎片而延长刀片寿命。每条迹道(street)的宽度(切口)与刀片的厚度成比例。
- 晶圆挑片器,半导体挑片机,晶圆挑片器,晶..
- 半导体设备
- 张日平
