长沙供应晶圆理片器报价及图片






- 面议
- 2025-02-08 04:14:18
- 晶圆理片器,半导体理片器,晶圆寻边器,晶..
- 张先生 15962404138
- 苏州硕世微电子有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
现阶段,硬脆材料切割技术主要有外圆切割、内圆切割和线铭切割。外圆切割组然操作简单,但据片刚性差,切割全过程中锯片易方向跑偏.造成被切割工们的平面度差;而内圆切割只有进行直线切割,没法进行斜面切割。线锯切割技术具备割缝窄、率、切成片、可进行曲线图切别等优点成为口前普遍选用的切割技术。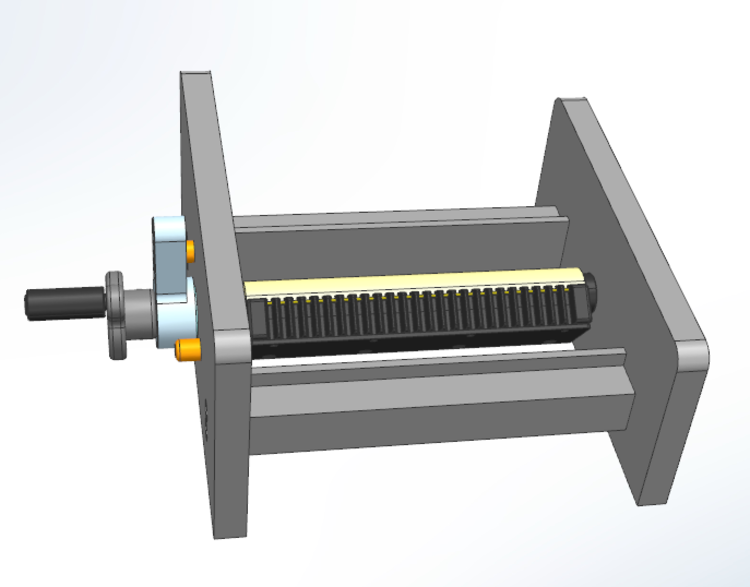
通常,切割的硅晶圆的质量标准是:如果背面碎片的尺寸在10µm以下,忽略不计。另一方面,当尺寸大于25µm时,可以看作是潜在的受损。可是,50µm的平均大小可以接受,示晶圆的厚度而定。现在可用来控制背面碎片的工具和技术是刀片的优化,接着工艺参数的优化。
为了接收今天新的切片挑战,切片系统与刀片之间的协作是必要的。对于(high-end)应用特别如此。刀片在工艺优化中起主要的作用。为了接纳所有来自于迅速的技术发展的新的切片要求,今天可以买到各种各样的刀片。这使得为正确的工艺选择正确的刀片成为一个比以前更加复杂的任务。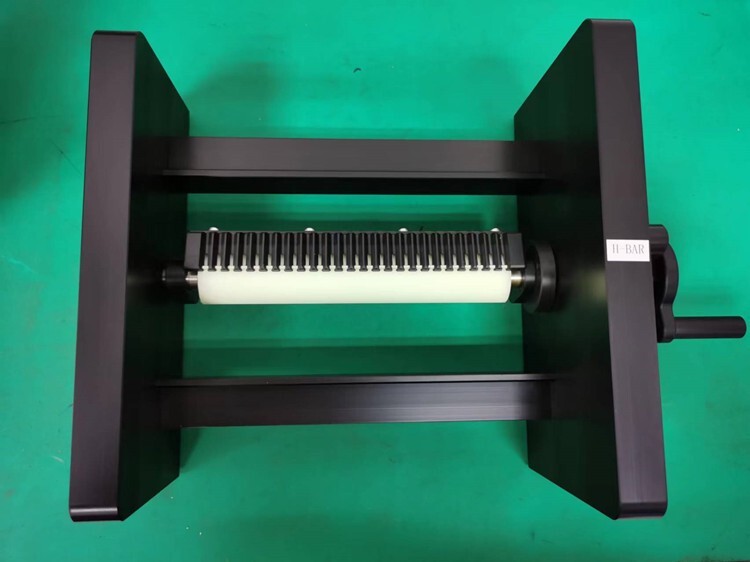
切片工序的关键部分是切割刀片的修整(dressing)。在非监测的切片系统中,修整工序是通过一套反复试验来建立的。在刀片负载受监测的系统中,修整的终点是通过测量的力量数据来发现的,它建立佳的修整程序。这个方法有两个优点:不需要来佳的刀片性能,和没有合格率损失,该损失是由于用部分修整的刀片切片所造成的质量差。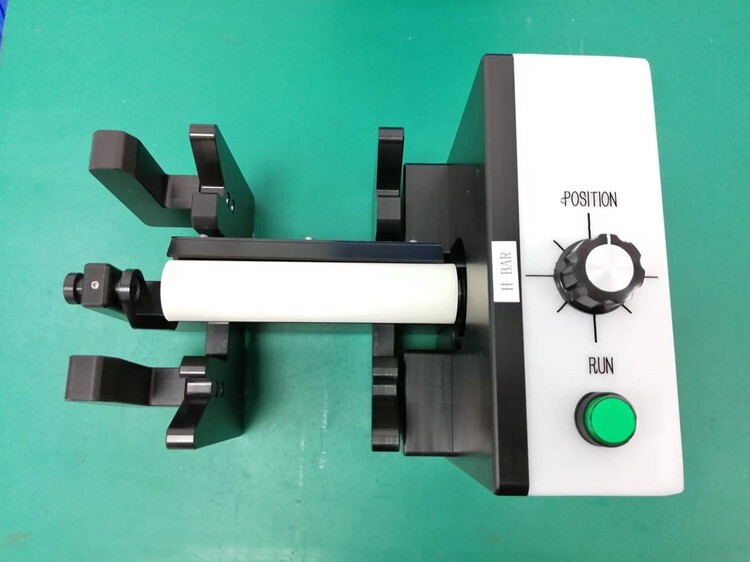
以稳定的扭矩运转的系统要求进给率、心轴速度和冷却剂流量的稳定。冷却剂在刀片上施加阻力,它造成扭力。新一代的切片系统通过控制冷却剂流量来保持稳定的流速和阻力,从而保持冷却剂扭矩影响稳定。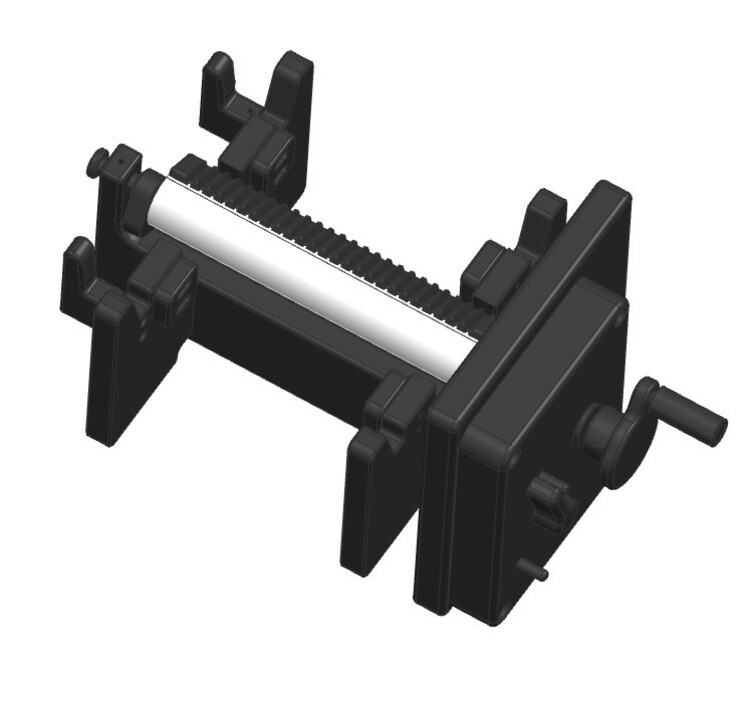
一种全自动晶圆划片机,包括机架,机架的一侧设置有激光器,激光器的下方设置有旋转划片工作台,其特征在于:机架的另一侧设置有自动放收料装置,自动放收料装置的旁侧设置有理料机构,自动放收料装置与理料机构之间连接有夹料机械手,理料机构与划片工作台之间设置有两组相互错位的吸料机械手。
- 晶圆理片器,半导体理片器,晶圆寻边器,晶..
- 可控硅
- 张先生


