
合肥定制晶圆理片器晶圆缺角器

晶圆在加工过程中,需要对其进行划片处理,目前现有的晶圆划片设备村子按以下不足:1、晶圆初的放置随意性较大,影响后续晶圆的对正工作;2、每次只能对晶圆的一个表面进行划片处理,导致正反面划片的深度难以控制,增加了后期打磨的工作。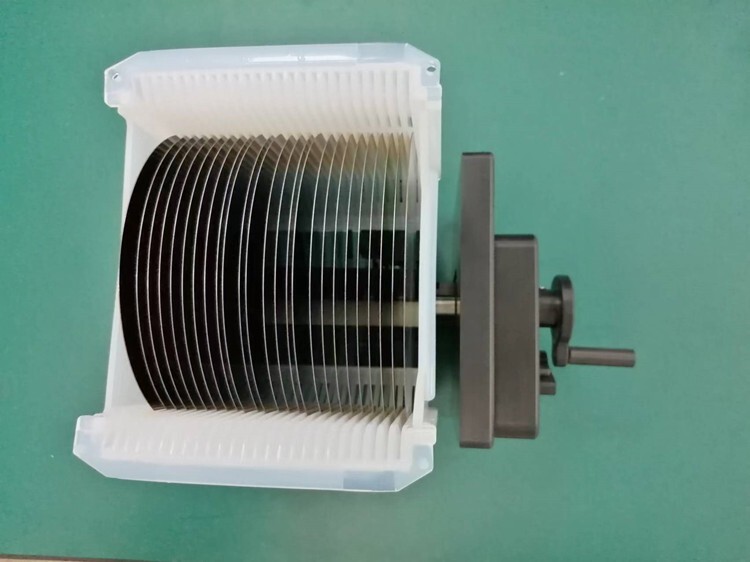
内圆切割时晶片表层损害层大,给CMP产生挺大黔削抛光工作中;刃口宽。材料损害大。品片出率低;成木高。生产效率低;每一次只有切割一片。当晶圆直径达到300mm时。内圆刀头外径将达到1.18m。内径为410mm。在生产制造、安装与调节上产生许多艰难。故后期主要发展趋势线切别主导的晶圆切割技术。
顶面碎片(TSC, top-side chipping),它发生晶圆的顶面,变成一个合格率问题,当切片接近芯片的有源区域时,主要依靠刀片磨砂粒度、冷却剂流量和进给速度。背面碎片(BSC, back-side chipping)发生在晶圆的底面,当大的、不规则微小裂纹从切割的底面扩散开并汇合到一起的时候(图1b)。当这些微小裂纹足够长而引起不可接受的大颗粒从切口除掉的时候,BSC变成一个合格率问题。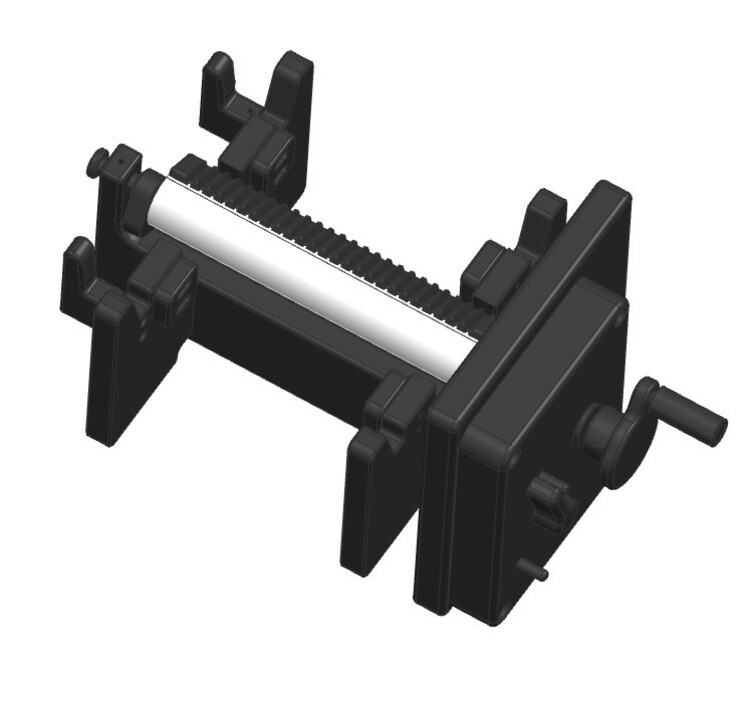
除了尺寸,三个关键参数决定刀片特性:金刚石(磨料)尺寸、金刚石含量和粘结剂的类型。结合物是各种金属和/或其中分布有金刚石磨料的基体。这些元素的结合效果决定刀片的寿命和切削质量(TSC与BSC)。改变任何一个这些参数都将直接影响刀片特性与性能。为一个给定的切片工艺选择佳的刀片可能要求在刀片寿命与切削质量之间作出平衡。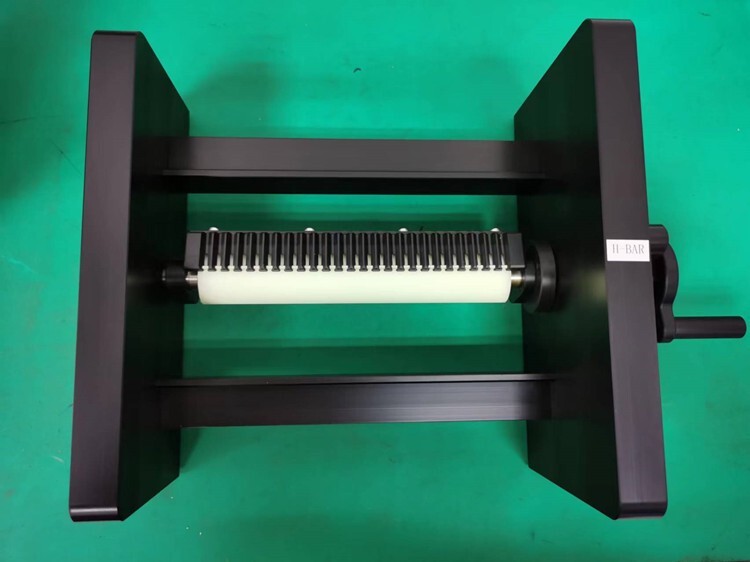
在切片或任何其它磨削过程中,在不超出可接受的切削质量参数时,新一代的切片系统可以自动监测施加在刀片上的负载,或扭矩。对于每一套工艺参数,都有一个切片质量下降和BSC出现的极限扭矩值。切削质量与刀片基板相互作用力的相互关系,和其变量的测量使得可以决定工艺偏差和损伤的形成。工艺参数可以实时调整,使得不超过扭矩极限和获得大的进给速度。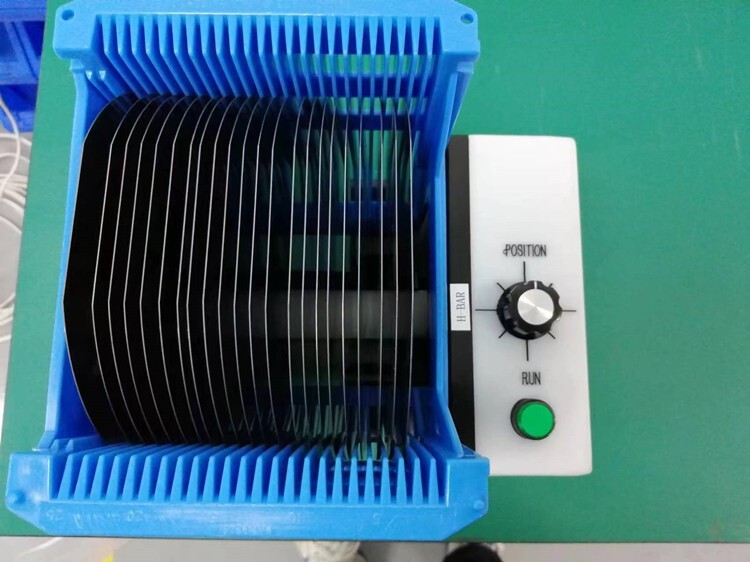
一种全自动晶圆划片机,包括机架,机架的一侧设置有激光器,激光器的下方设置有旋转划片工作台,其特征在于:机架的另一侧设置有自动放收料装置,自动放收料装置的旁侧设置有理料机构,自动放收料装置与理料机构之间连接有夹料机械手,理料机构与划片工作台之间设置有两组相互错位的吸料机械手。
最新产品
更多





热门信息
热门产品
-
美国进口NACOM调压阀PTFE减压阀溢流阀PTFE手动调压阀RV4-44-KA
-
特氟龙PFA电磁阀NResearch225P01/225P02/225P03/225P04/360P01-P04/648P01-P04
-
NResearch特氟龙隔离阀360T/648T04/05
-
NResearch225P05-09/360P05-09/648P05-09多管道特氟龙PFA电磁阀
-
美国FITLINE进口PFA管扩管器PFA管冷扩钳PFA手动扩管工具FT-4
-
日本原装进口chemisPEEK塑料迷你弹簧2.2-3-20L-8512-181024-U
-
美国进口NACOM吸水阀PTFE抽吸阀KNAA-1866CHK三通式吸水阀PTFE
-
PTFE清洗花篮手提晶圆盒硅片清洗花篮特氟龙手提式清洗篮四氟花篮
-
PFA试剂瓶
-
ipolymerIPS氟树脂特氟龙PTFE超小型电磁阀S12C1A1B–V–132–LM