
生产晶圆理片器电话
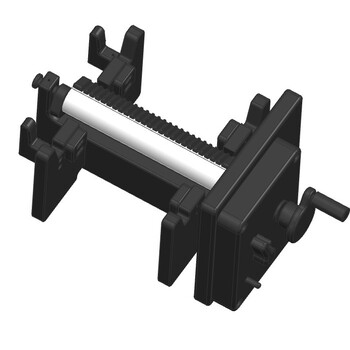
产品特点:
立自主知识产权的直线型单臂机械手,具有高可靠性、高稳定性。
设备配有FFU,采用全封闭结构,可发挥超洁净性能,其洁净度达Class1。
可实现对晶圆缺口的检测并依据缺口位置对晶圆进行定位。
配备CCD传感器及图像处理软件,可对晶圆ID刻号进行识别与读取;
可依据客户需求,非标定制。
在许多晶圆的切割期间经常遇到的较窄迹道(street)宽度,要求将每一次切割放在迹道中心几微米范围内的能力。这就要求使用具有高分度轴精度、高光学放大和对准运算的设备。当用窄迹道切割晶圆时的一个常见的推荐是,选择尽可能薄的刀片。可是,很薄的刀片(20µm)是非常脆弱的,更容易过早破裂和磨损。结果,其寿命期望和工艺稳定性都比较厚的刀片差。对于50~76µm迹道的刀片推荐厚度应该是20~30µm。
切割参数对材料清除率有直接关系,它反过来影响刀片的性能和工艺效率。对于一个工艺为了优化刀片,设计试验方法(DOE, designed experiment)可减少所需试验的次数,并提供刀片特性与工艺参数的结合效果。另外,设计试验方法(DOE)的统计分析使得可以对有用信息的推断,以建议达到甚至更高产出和/或更低资产拥有成本的进一步工艺优化。
切片工序的关键部分是切割刀片的修整(dressing)。在非监测的切片系统中,修整工序是通过一套反复试验来建立的。在刀片负载受监测的系统中,修整的终点是通过测量的力量数据来发现的,它建立佳的修整程序。这个方法有两个优点:不需要来佳的刀片性能,和没有合格率损失,该损失是由于用部分修整的刀片切片所造成的质量差。
以稳定的扭矩运转的系统要求进给率、心轴速度和冷却剂流量的稳定。冷却剂在刀片上施加阻力,它造成扭力。新一代的切片系统通过控制冷却剂流量来保持稳定的流速和阻力,从而保持冷却剂扭矩影响稳定。
切片工艺变得越来越且要求高。切割迹道变得越窄,可能充满测试用衰耗器(test pad),并且刀片可能需要切割由不同材料制成的各种涂敷层。在这些条件下达到大的切片工艺合格率和生产率要求认真的刀片选择和的工艺控制能力。
最新产品
更多







热门信息
热门产品
-
美国FITLINE进口PFA管扩管器PFA管冷扩钳PFA手动扩管工具FT-4
-
特氟龙隔离阀225T/360T/648T01/02/03
-
NResearch特氟龙隔离阀360T/648T04/05
-
ipolymerIPS氟树脂特氟龙PTFE微型电磁阀M662C1AFS-HT-123-AP
-
ipolymerIPS氟树脂特氟龙PTFE超小型电磁阀S12C1A1B–V–132–LM
-
美国进口NACOM吸水阀PTFE抽吸阀KNAA-1866CHK三通式吸水阀PTFE
-
苏州供应PTFE药液箱清洗箱PTFE酸槽清洗槽代加工定做聚四氟乙烯槽
-
美国FITLINE原装正品teflon特氟龙PFA接头PFA外牙直通MC4-2N-1
-
PTFE清洗花篮手提晶圆盒硅片清洗花篮特氟龙手提式清洗篮四氟花篮
-
FURON传输软管/Teflon特氟龙/PFA/硅胶VERSILON™